Tub d'acer de paret pesada



El procés de producció i fabricació de canonades d'acer sense soldadura de paret pesada es pot dividir en estirat en fred, laminat en fred, laminat en calent i expansió en calent.Els materials de la canonada d'acer són 10, 20, 35 i 45, que s'anomenen tub d'acer normal.Segons l'aplicació, es pot dividir en canonada d'acer sense soldadura estructural, canonada d'acer sense soldadura per al transport, canonada d'acer sense soldadura per a caldera, canonada d'acer sense soldadura d'alta pressió per a caldera, canonada d'acer sense soldadura d'alta pressió per a equips de fertilitzants químics i acer sense soldadura per a canonada de perforació geològica;canonada d'acer sense soldadura per a la perforació de petroli;canonada d'acer sense soldadura per esquerdes de petroli;canonada d'acer sense soldadura per a vaixells;Tub d'acer sense soldadura de precisió estirat i laminat en fred;diferents tubs d'aliatge.La canonada d'acer sense soldadura s'utilitza principalment en el processament mecànic, mines de carbó, acer hidràulic, etc.

La matèria primera de la canonada d'acer sense soldadura de paret gruixuda és un tub rodó en blanc.El tub rodó en blanc es talla amb una màquina de tall i la palangana amb un creixement d'aproximadament 1 m s'envia al forn mitjançant una cinta transportadora per escalfar-la.La palangana s'escalfa en un forn a uns 1200 graus centígrads.El combustible és hidrogen o acetilè.El control de la temperatura al forn és un problema clau.Després que el tub rodó es descarregui del forn, ha de passar pel perforador de pressió.En general, el perforador més comú és el perforador de rotlle de con.Aquest tipus de perforador té una alta eficiència de producció, una bona qualitat del producte, una gran expansió del diàmetre de perforació i pot portar una varietat de graus d'acer.Després de la perforació, la palanca rodona s'enrotlla successivament mitjançant laminació creuada de tres rotlles, laminació contínua o extrusió.Després de l'extrusió, s'ha de treure el tub per dimensionar-lo.La màquina de dimensionament gira la broca del con a l'espai en blanc d'acer a gran velocitat per formar una canonada d'acer.
El diàmetre interior de la canonada d'acer es determina per la longitud del diàmetre exterior de la broca de la màquina de dimensionament.Després del dimensionament, la canonada d'acer entra a la torre de refrigeració i es refreda amb aigua en esprai.Després del refredament, la canonada d'acer es redreçarà.Després de redreçar, la canonada d'acer s'envia al detector de defectes metàl·liques (o prova hidràulica) mitjançant una cinta transportadora per a la detecció de defectes interns.Si hi ha esquerdes i bombolles dins de la canonada d'acer, es detectarà.Després de la inspecció de qualitat de les canonades d'acer, cal una selecció manual estricta.Després de la inspecció de qualitat de la canonada d'acer, el nombre, l'especificació i el número de lot de producció s'ha de ruixar amb pintura.Es puja al magatzem amb una grua.
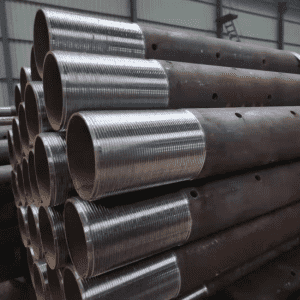
TUBO D'ACER SENSE COSTURA DE PARET PESADA
Resistent al desgast Autolubricació Alta seguretat química Diversos mides i tipus
El procés de producció i fabricació de canonades d'acer sense soldadura de paret pesada es pot dividir en estirat en fred, laminat en fred, laminat en calent i expansió en calent.


Els materials de la canonada d'acer són ASTM 179, A106Gr.B, 1035 i 1045, que s'anomenen canonades d'acer al carboni normals.
Els materials de la canonada d'acer són ST52, ASTM 5140,4140,4135,12XMФ, que s'anomenen tubs d'acer d'aliatge ordinari.
Composició química i propietats mecàniques ASTM A106Gr.B

Composició química i propietats mecàniques ASTM 1045

Composició química i propietats mecàniques ASTM A179


Gruix uniforme

TUBO D'ACER SENSE COSTURA PESANT D'ALIATGE